




Magnetic Drive MP Series Pumps For Sale
$7,650.00
Magnetic Drive MP Series Pumps For Sale
Buy Magnetic Drive MP Pumps Online
Magnatex Pumps
Process Reliability and Profitability
Magnetic Drive sub-ANSI Pumps

ISO 9001:2015 certified supplier of ANSI, API and sub-ANSI magnetic drive pumps, ANSI mechanical seal pumps and small gear pumps. Magnatex pumps are available in stainless steel, alloy, and fluoropolymer materials to meet the most demanding applications in the process industries.
ISO 9001:2015 Certified

Magnatex pumps are installed in thousands of plants worldwide handling a wide variety of tough pumping challenges. Our pumps handle everything from recovery solvents to heat transfer fluids, viscous liquids, acids, bases, toxic or noxious liquids, and high purity fluids. Please let us know if you would like to hear how our products and services can improve your process reliability and increase your profitability.
-MP-Series.png)
(Mag Drive) MP Series
Max Flow: 150 GPM
Max Head: 190 Feet
Description
Magnetic Drive MP Series Pumps For Sale
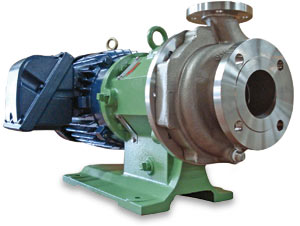
Magnetic Drive MP Series Pumps
Metallic centrifugal magnetic drive pumps MP series
MP/MPL Series Pumps

The MP/MPL Series Pumps is for cost-effective and efficient handling of low-flow, high-head applications. These close-coupled, magnetically driven, sealless centrifugal pumps feature rare earth Neodymium magnets for synchronous drive with no slippage and less internal heat than other mag-drive pumps.
PROCESS EQUIPMENT AND PRESSURE VESSELS
MAGNATEX® MP Series
Materials of Construction
- Mag drive sealless pumps eliminate the need for expensive mechanical seals; eliminating costly shutdowns and repairs, which helps reduce “Reportable Release” issues.
- No maintenance intensive mechanical seals required. No seal flush or complex and expensive seal pot systems to monitor or maintain.
- Standard SiC-X bearing system for enhanced dry running capability
- Straddle-mounted, double bearing design reduces shaft load and bearing wear when compared to our competitors typical cantilevered, overhung designs
- Slip-fit construction allows easy maintenance and on-site repairs with no special tools required
- Large internal flow path handles solids: 1% at 500µ 5% at 100µ.
- Close-coupled configuration eliminates coupling and motor alignment issues.
- Handles toxic, noxious and corrosive liquids for leak-free pumping with increased safety to plant personnel and the environment
- Optional high-temperature construction to handle up to 660°F without cooling liquid
We are a driving force in the global industrial pump marketplace. No other pump company in the world has the depth or breadth of expertise in the successful application of pre-engineered, engineered and special purpose pumps and systems.
We develop a wide variety of static and process equipment for the petrochemical industry, providing solutions for reaction, filtering, vacuum drying and mixing, always following the most demanding quality standards that this industry requires.
Experience In Motion
Hydrocarbon Processing Pumps
Refining • Petrochemical Processing
The close-coupled design of the MP/MPL Pumps saves space, eliminates alignment problems, and reduces installation costs. These high-efficiency pumps require lower horsepower and lower NPSH than competitive pumps. Other proven benefits include longer MTBR and lower total cost of ownership.
Supplier of Choice to the Hydrocarbon Processing Industry
We offers the world’s most complete line of API 610 pumps with the widest range of hydraulic coverage, pressure and temperature capabilities. Its engineering expertise, applications know-how and installation experience are peerless. From 19th century lamp oil to the advent of the gasoline engine and the development of petrochemicals, Flowserve has proven itself to be the world leader in meeting the changing and demanding needs of hydrocarbon processing.
Materials of Construction
- 316SS
- Alloy 20
- Alloy B&C
- Optional high-pressure models for suction conditions to 5,000 psi and more

Collaborate with MagnaTex to learn ways to improve operational efficiencies, compress time to market by leveraging innovation.
The https://www.intermodalcontainersforsale.com/shop/petrochemical industry is responsible for the treatment and transformation of oil and natural gas. Petrochemical plants use specific chemical processes that enable the obtaining of a long list of derivative products that are used in the fertilizer, plastics, food, pharmaceutical, chemical and textile industries, among others.
Magnatex Pumps, Inc. was founded in 1985 in Houston, Texas by Dave Bullen who had previously founded Bullen Pump and Equipment in 1979. In 1985 the concept of using heavy duty magnetic drive, seal less pumps in the process industries was just starting to gain traction in the USA and around the world and Magnatex Pump was founded to fill the growing U.S. and global demand for these types of pumps. In 2007 we decided to focus 100% of our attention and financial resources on Magnatex so Bullen Pump and Equipment was sold to Puffer Sweiven in Houston. Today tens of thousands of magnetic drive pumps installed in thousands of process plants and OEM packages all over the world.
Liquid hydrocarbons and gas account are the essential energy source relying on pumps at every stage of production and transport. Typically the pumps specified comply with ISO 13709 (API 610) together with additional stringent customer-specific specifications. Many applications require custom engineered solutions and extensive testing to provide the required performance. Another common feature of many key upstream applications is the requirement for large, high-energy machines, with designs of up to 27 MW having already been put into service.
Dedicated to being a leader in the process pump industry by supplying
- Rugged, reliable, field proven products
- Most complete range of magnetic drive pumps available from any one source
- Lowest total cost of ownership in the industry
- 100% external focus on customer service and customer requirements
- Easiest and lowest cost of repair
Oil and Gas Industry
Pumps are necessary components of the oil and gas industry. Whether used during the upstream, midstream, or downstream phase, pumps give gas, oil, and other fluids enough energy to flow from one location to another. Centrifugal, oil, positive displacement, oil transfer, diaphragm, and petrochemical pumps are essential in delivering oil from the ground to a tanker, then to a refinery, and then on to storage.
Additional features
- Straddle-mounted, double-bearing design for reduced shaft load and bearing wear
- Slip-fit construction for easy maintenance
- Larger flow path to handle solids up to 8% by weight (up to 500µ)
- No costly shutdowns and pump repairs caused by mechanical seals
- Leak-free handling of toxic, noxious, and corrosive liquids for increased safety
- 11 models available in 16 SS, Alloy 20, or Hastelloy Construction
- Prices comparable to mechanically sealed pumps
Magnatex heavy-duty, state of the art, sealless, magnetic drive, stainless steel and alloy centrifugal and regenerative turbine pumps, Magnatex/Texel® fluoropolymer-lined, sealless, centrifugal pumps and Magnatex 3596 ANSI Mechanical Seal pumps are operating in thousands of applications worldwide, successfully meeting tough pumping challenges for both low and high temperature liquids, recovery solvents, heat transfer fluids, toxic liquids, acids, bases, noxious, toxic and expensive high purity fluids, etc.
Magnatex 3596 ANSI Series pumps are heavy-duty, rugged, world-class quality, ANSI process pumps manufactured to meet the latest ASME B73.1-2001 standard (revision of ASME B73.1M-1991). Pumps are manufactured in 29 sizes from a wide variety of materials, and offer seal options and seal flush systems to handle almost any application in the process industries.

Magnatex stainless steel and alloy MP/MPL, MPH, MPT and MMP close-coupled sealless, magnet drive pumps are designed to cost effectively handle low to medium flow, low to high head applications, utilizing standard C-Face motors. The efficient, simple design of Magnatex pumps allows for easy maintenance, requires no motor and baseplate alignment and reduces unscheduled downtime for a lower total cost of ownership than any of our competitors.
Magnatex rugged, long coupled, stainless steel and alloy MAXP Series magnetically driven, ANSI pumps are designed for safe, superior performance in toxic or corrosive services in high flow, high head applications. Magnatex MAXP series pumps conform to ANSI B73.3 standards and retrofit easily with existing ANSI mechanical seal pump installations or our competitor’s seal less ANSI pumps.
Pumping Applications in the Oil & Gas Industry
Because of the remote nature of many oilfields or pipeline pumping stations reliability and long service life are essential to the economic operation of the field or pipeline. As exploitation of an oilfield progresses, the pressure drops in the reservoir. Water injection pumps are used to maintain reservoir pressure and drive the oil to the producing wells. Injection wells are located all round the field and inject sea, brackish or produced water into the oil-bearing formation to boost the yield. Compared with the line losses, the delivery head is very high, so that the resistance curve is practically a straight line with slight inclination.
Magnatex/Texel pumps feature a compact, simple design for maximum efficiency and minimum downtime. Sealless, magnet drive Magnatex/Texel pumps feature fluoropolymer linings which are designed for superior performance in even the most corrosive pumping environments. The highperformance Magnatex/Texel MTA Series ANSI compatible pump features a high pressure transfer molded, mechanically bonded PFA lining that is thicker and more uniform than traditional rotomolded linings. In addition, it meets ANSI B73.3 standards for enhanced application compatibility. The ME/MER series pumps are designed for low flow, sub ANSI applications, with removable ETFE or PVDF liners with heavy duty cast iron casing armor for superior reliability and long service life.
Magnatex All-Metallic Pumps
The all-metallic design of Magnatex sealless pumps ensures rugged, durable application performance when product leakage is not acceptable.
Texel Pumps
Compact, PFA-lined Texel MTA series pumps excel in the most corrosive pumping applications. These reliable pumps provide a lifetime of efficient, low maintenance operation at a low total cost of ownership.
Our Oil & Gas Pump Benefits
- Provides an environmentally superior dredging method to meet strict water quality standards.
- Very little turbidity or re-suspension of sediments at the suction head.
- Capable of high production rates. Comparable to much larger conventional suction dredges.
- Capable of passing large volumes of woody debris and other foreign material in sediments without clogging.
- High slurry density minimizes the volume of effluent to be treated and disposed of upland deposition of sediments.
- The capability of the technology to pump dense slurries long distances provides a pipeline alternative for transporting sediment to distant disposal sites.
- Following solution of initial start-up problems, the prototype dredge proved capable of sustained reliable operation.
- The discharge of sediment slurry into the water column resulted in low levels of turbidity and TSS, well within the limits of stringent water quality standards, without the use of a sediment containment curtain.
Meeting New Challenges
Magnatex and its worldwide partners recognize that unresolved pumping problems represent opportunities that drive innovation. Because of this, Magnatex retains staff with the real world experience and engineering capabilities that allow them to meet these challenges with new and innovative designs and products. Magnatex and its partners offer the capability to address application challenges well beyond the product range described on our website and welcome inquiries seeking solutions to custom pumping requirements.
Magnatex Services
Magnatex Pumps, Inc. delivers the service and support needed to ensure maximum performance for the life of your pumps. We offer sizing and selection support to help choose the right pump for each application. Magnatex offers spare parts, refurbish, rebuild/retest services and preventative maintenance programs needed to ensure maximum application performance and longevity of our products. We are dedicated to ensuring that you receive the optimum service life for your Magnatex® or Texel® sealless pump products.
- Nationwide sales and technical services network
- Start-up engineering assistance
- On-site training for customers’ operation and maintenance personnel
- Extensive multi million dollar pump and replacement parts inventory to ensure immediate response to customer needs – 24 hours a day/ 365 days a year
In difficult applications where leakage is not an option, superior design and service ensure that Magnatex pumps perform at peak levels with minimum maintenance and downtime for an extremely low overall cost of ownership. Magnatex sealless, mag-drive pumps are used extensively in the following process industries:
- Chemical Process
- Petrochemical
- Refinery
- Pharmaceutical
- Textile
- Food and Beverage
- Power Generation
- Semiconductor
- General Industrial
- OEM packages
Magnatex Pumps Capabilities
Proven Technology.
Superior design technology is what enables Magnatex and Magnatex/Texel® sealless, magnetically driven pumps to perform at peak levels in tens of thousands of demanding applications worldwide. Magnatex Pumps pumps are engineered to handle the rigorous challenges of low to high temperature liquids as well as the most corrosive, toxic and noxious applications without risking leakage into the environment.
Our straddle mounted inner magnet ceramic bearing system is what sets Magnatex Pumps apart from our competitors. The straddle mounted bearing design significantly reduces bearing wear, lowers shaft loads and increases bearing life. Pictured is a comparison between the Magnatex straddle mounted design where the inner magnet assembly is supported by bearings on both sides of the magnet, and a typical overhung, cantilevered design common to almost all of our competitors. The solid red line indicates static shaft deflections. As you can see, the Magnatex design results in greatly decreased stress levels and bending moments on the shaft.
Magnatex and Texel pumps are designed for ease of maintenance utilizing slip-fit construction, without shims, special tools, heated bushing holders or extensive training requirements. Everything that Magnatex does is done to help lower the total cost of owning our pumps and to increase our customer’s process reliability and profitability.
Only logged in customers who have purchased this product may leave a review.

Reviews
There are no reviews yet.